Chapter 7
Refining
Oil refining explained: distillation, cracking, reforming, blending, and how crude oil becomes gasoline, diesel, and jet fuel.

Feedstock, Slate, and Refinery Gain
A refinery turns crude oil into finished products: gasoline, jet fuel, diesel, heating oil, residual fuel oil, petrochemicals, lubricants, waxes, asphalt, and coke. The crude that goes in is called feedstock. The portfolio of products that comes out is called the product slate. The mix of crude grades a refinery is configured to run is called its crude slate. Refiners speak of the avails of a particular grade: the availability of that grade relative to what they want to buy. Avails can be tight or plentiful.
A barrel of crude contains 42 US gallons going in. After processing, a typical US refinery produces roughly 45 gallons of finished products. The extra volume comes from refinery gain, also called processing gain. When heavy molecules are cracked into lighter ones, the weight stays the same but the volume increases, because lighter hydrocarbons are less dense. US refineries show larger gain than the global average because they are more complex. They have more cokers, more cracking capacity, and more hydrogen addition. Gain is not magic: it is a volumetric consequence of chemistry.
The difference between what a refinery pays for its crude and what it earns for its products is the refinery margin, also called the crack spread or simply the crack. Chapter 18 (Futures and Swaps) covers the 3:2:1 crack spread mechanics.
Figure 7-2: Product Yield by Crude Grade Through a Complex Refinery (% of Output)
Sources: EIA, Valero investor presentations, industry estimates
The Four Stages of Refining
Refining breaks down into four stages. Every refinery in the world goes through some or all of them, depending on configuration:
Table 7-1: The four stages of refining
| Stage | What it does | Main process units |
|---|---|---|
| Separation | Split crude into cuts by boiling point | Desalter, ADU, VDU |
| Conversion | Break heavy molecules into lighter, more valuable ones; combine light gases into gasoline-range molecules; rearrange atoms to raise octane | FCC, hydrocracker, coker, visbreaker, alkylation, reformer, isomerization |
| Treatment | Remove sulfur, nitrogen, metals, and odorants | Hydrotreater, hydrodesulfurizer, amine unit, Merox sweetener, Claus sulfur plant |
| Blending | Combine blendstocks into finished fuels that meet specification | Inline blenders, tank farms, additive injection |
Separation: The Crude Distillation Unit
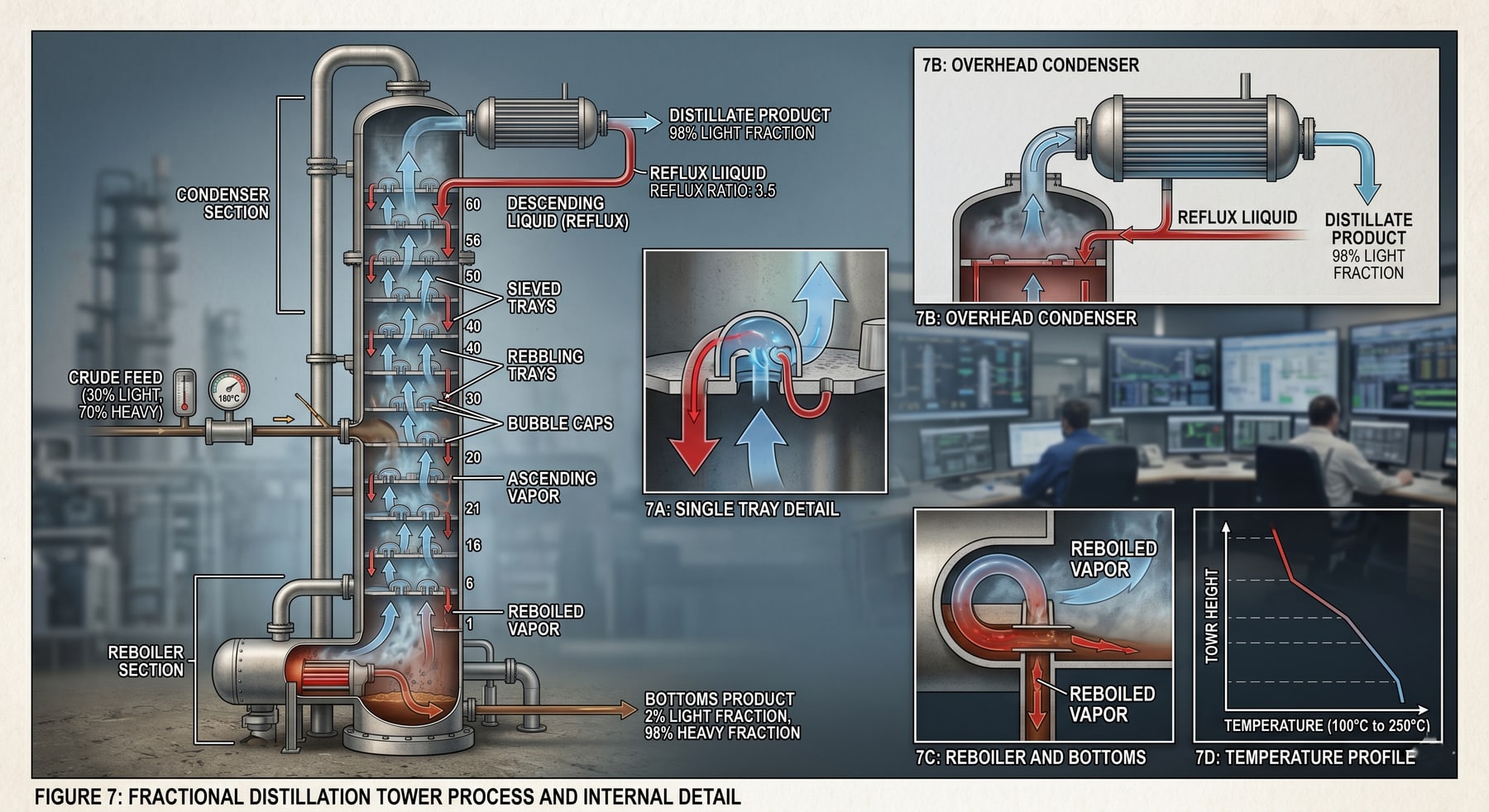
Desalting is the first thing crude sees at a refinery. Salt is corrosive to carbon-steel piping and valves, so it is washed out before anything else happens. Water is then removed in settling tanks. The clean, dry crude is charge-pumped into a furnace that warms it to about 400 degrees Celsius, and the hot feed is fed into the atmospheric distillation unit (ADU), also called the crude distillation unit (CDU) or simply the tower.
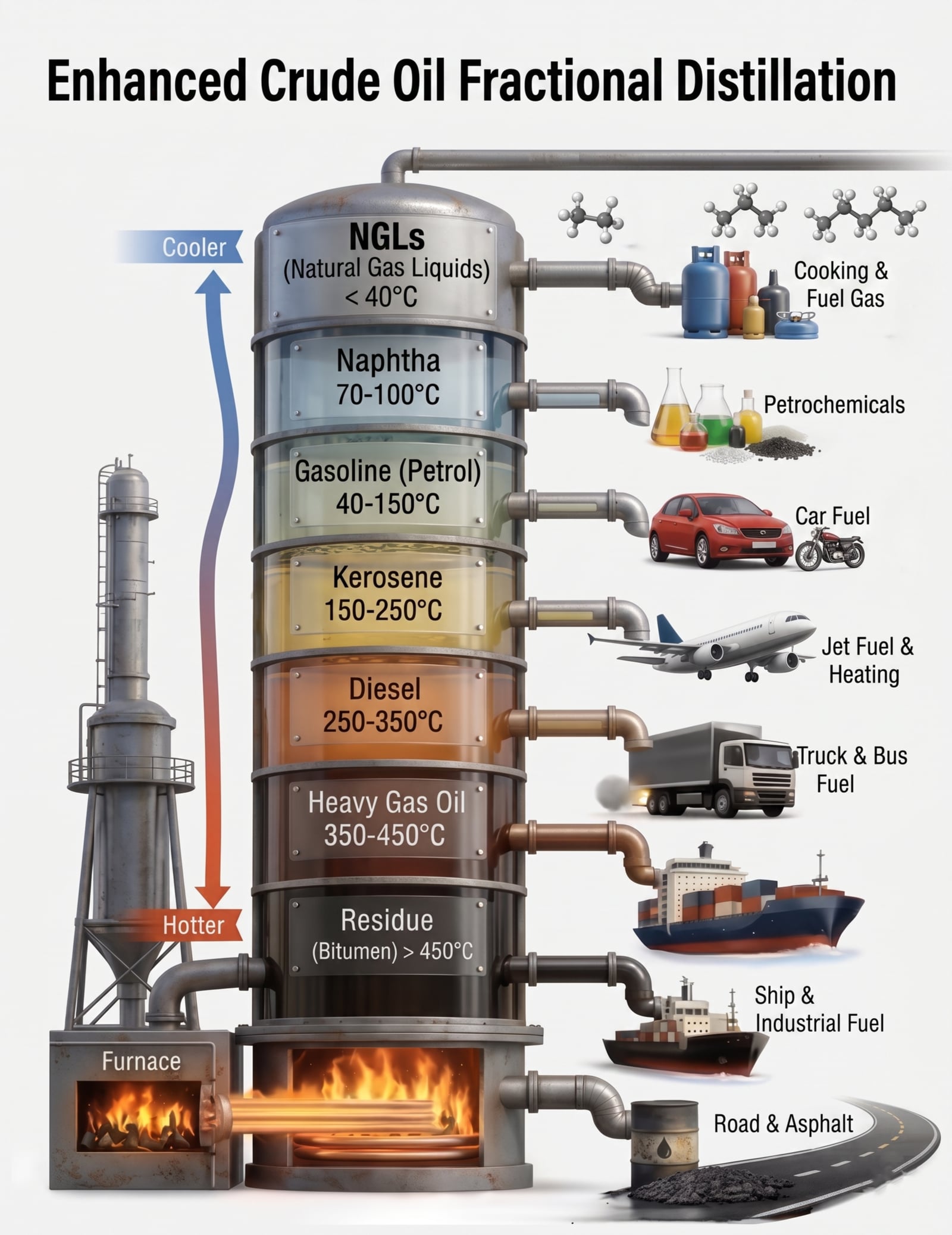
Inside the ADU are horizontal trays fitted with mushroom-shaped bubble caps. As hot vapor rises, it is forced to bubble through pools of liquid sitting on each tray, and as it does it cools and condenses. Different boiling-point fractions condense at different heights: gases and naphtha at the top, kerosene and jet in the middle, diesel and gasoil lower, residual fuel oil at the bottom. The heaviest, tar-like molecules never rise at all; they fall out at the bottom of the barrel. Separating light tops from heavy bottoms in the ADU is called topping the crude.
The second stage of separation is the vacuum distillation unit (VDU), which takes the heaviest residuals from the bottom of the ADU and distills them again under reduced pressure. Lowering the pressure lowers the boiling points, so heavy molecules can be vaporized and separated without being thermally cracked. Thermal cracking in the ADU or VDU is unwanted because it is uncontrollable: refiners prefer to crack later, in dedicated units, where they can control yields. The main VDU products are vacuum gasoil (VGO), which feeds the FCC, and vacuum resid, which feeds the coker.
Conversion: Where Margin Is Made
Simple distillation is at the mercy of the crude. If a barrel of Arab Light contains 20% gasoline-range molecules, a pure topping refinery can only produce 20% gasoline from it. But gasoline and middle distillates (jet, kerosene, diesel, heating oil) are the highest margin products. The whole economic point of a modern refinery is to convert as many of the non-gasoline, non-distillate molecules as possible into gasoline and distillate. That conversion is where the margin is made. There are three families of conversion: cracking (break large into small), combining (join small into large), and modifying (rearrange atoms).
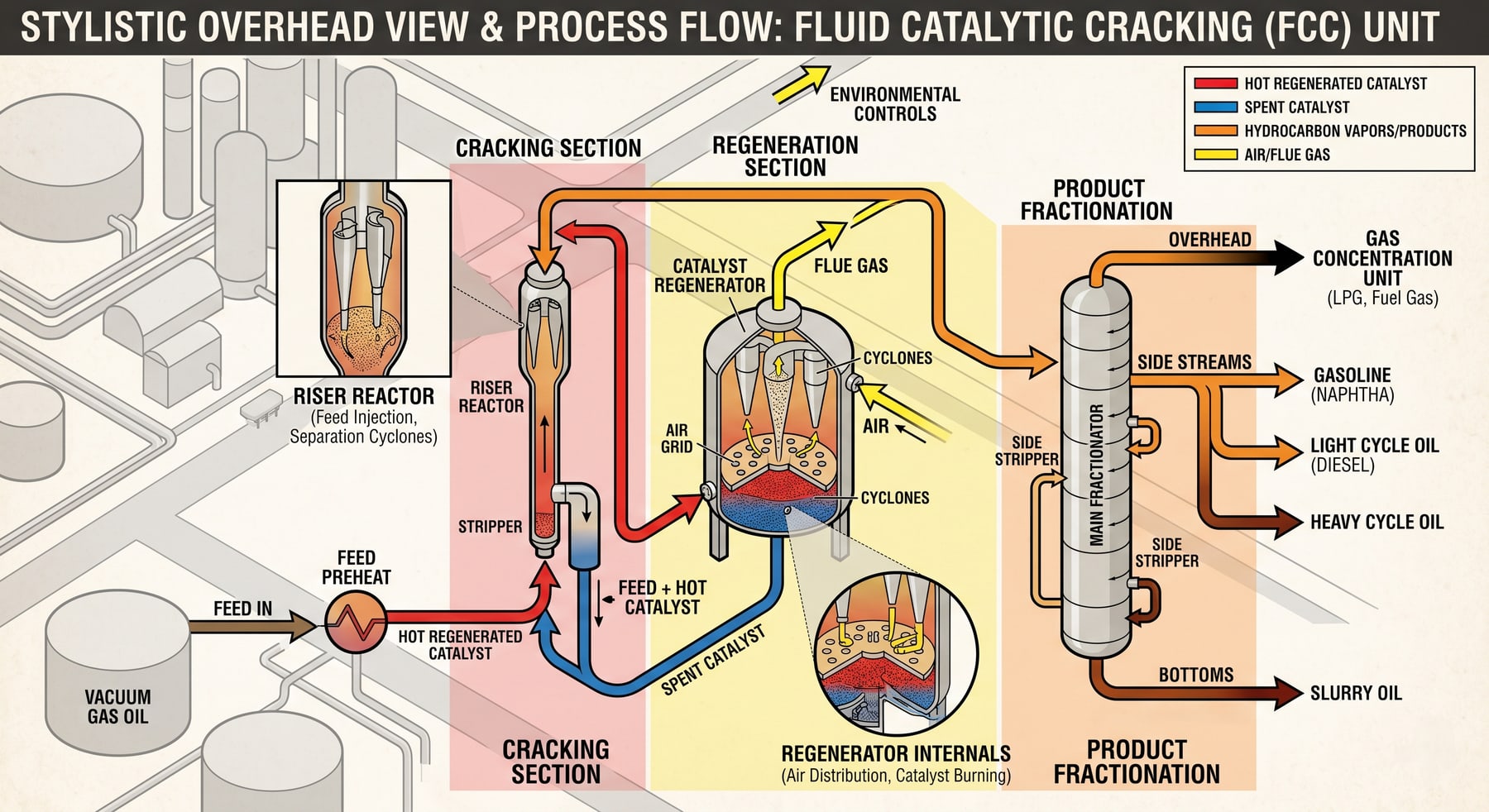
Fluid Catalytic Cracking (FCC)
The fluid catalytic cracker is the single most important unit in most US refineries. It takes vacuum gasoil from the VDU and cracks it into gasoline-range molecules, light olefins (propylene and butylene, which feed the alkylation unit and the petrochemical industry), light cycle oil (a diesel blendstock), and heavy slurry oil (which goes to the coker or becomes carbon black). The cracking happens in a tall riser where the oil meets hot powdered catalyst. Within seconds, the catalyst surface is coated with coke and becomes ineffective. The deactivated catalyst is circulated to a regenerator where the coke is burned off with air, and the clean catalyst, now reheated, is sent back to the riser. The regenerator is also the FCC's primary heat source: the controlled coke burn is what keeps the riser at cracking temperature.
Hydrocracking
The hydrocracker does similar chemistry to the FCC but uses different conditions: lower temperature, higher pressure, a different catalyst, and hydrogen. Adding hydrogen means the hydrocracker can convert almost its entire feedstock to desired products rather than generating a heavy slurry tail. The primary feedstock is heavy vacuum gasoil (HVGO). The primary output is middle distillate, particularly jet fuel: oil traders associate hydrocrackers with jet production because the process produces exactly the narrow range of hydrocarbon molecules that jet specification requires. Hydrocrackers are more expensive than FCCs to build and operate, mainly because making enough hydrogen is costly, but they have expanded fastest in regions where diesel and jet demand exceeds gasoline.
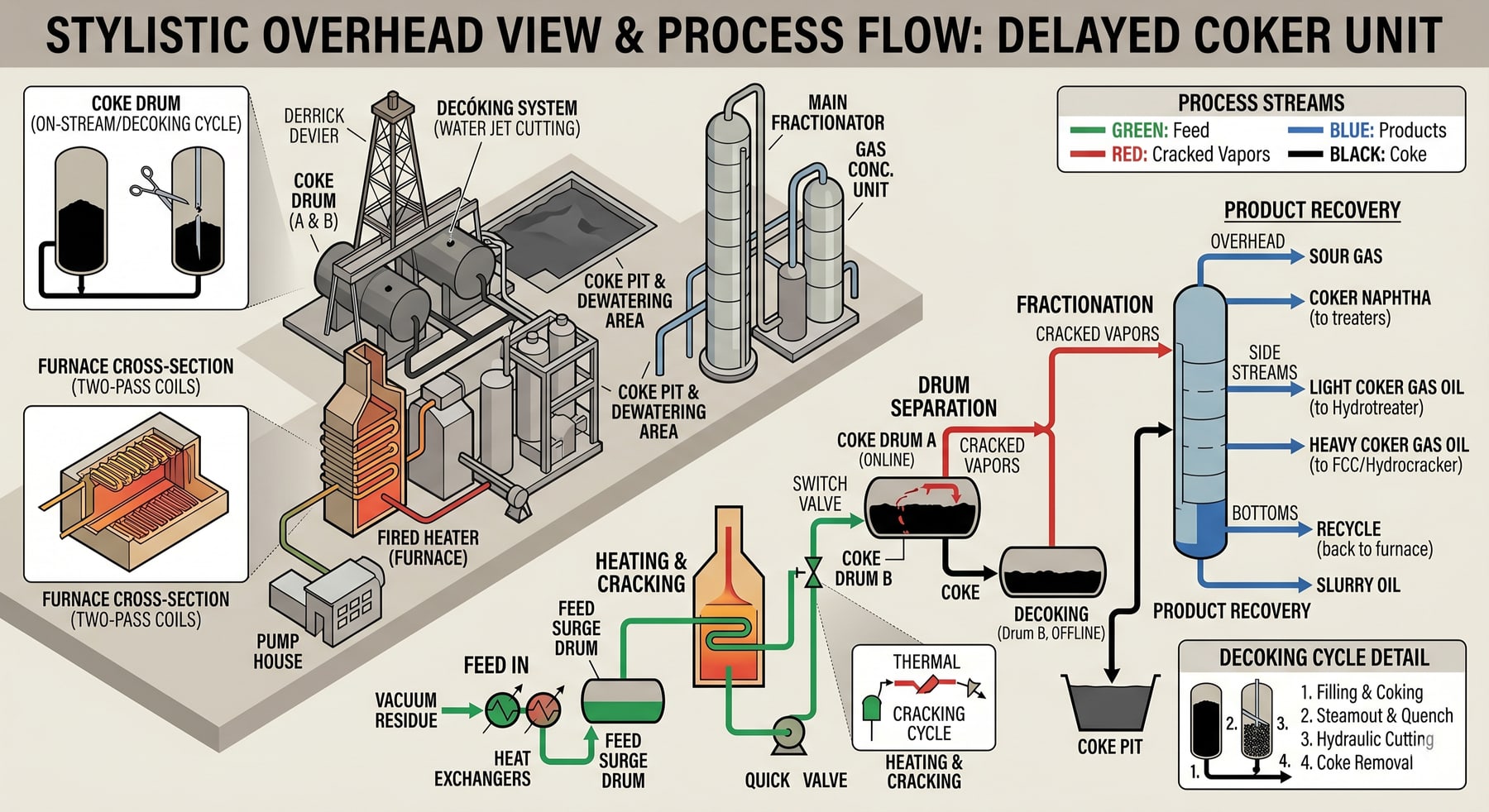
Coking
A coker takes vacuum tower bottoms (the heaviest, most carbon-rich residue in the refinery) and cracks them with heat alone. The goal is to recover as much light product as possible from material that would otherwise be sold as low-value residual fuel oil or asphalt. The process generates naphtha, gasoil, and a large amount of a solid coal-like substance called petroleum coke. Coke is a byproduct, not the goal: its main uses are as a fuel in cement kilns and power plants (fuel-grade coke) and as a feedstock for aluminum smelters (anode-grade coke). Delayed coking is the most common of three variants (delayed, fluid, and flexi coking). In a delayed coker, batches of heavy residue are fed into tall, barrel-shaped drums where they sit for roughly 22 hours while cracking happens. When a drum is full, the coke is physically cut out with high-pressure water drills. A coker typically has multiple drums so that one is always being filled while others are being cut out.
Cokers are the reason US refineries have such high refinery gain and such high Nelson complexity: they let refiners buy cheap heavy crudes, crack the bottom of the barrel into gasoline and distillate, and sell the coke as a separate product. The spread between light sweet and heavy sour crudes, the light-heavy differential, is effectively the per-barrel value of a coker.
Visbreaking and Steam Cracking
Visbreaking is a mild thermal cracking process used to lower the viscosity of residual fuel oil. Less viscous resid needs less expensive cutter stock (light diluent) before it can be sold as bunker fuel or used in power generation. Visbreakers are common in Europe and relatively rare in the US, which prefers to upgrade resid all the way to transport fuel in a coker.
Steam cracking is the gateway from oil refining to petrochemicals. Very high temperature steam breaks apart light feedstocks (ethane, propane, naphtha, light gasoil) to produce ethylene, propylene, butadiene, and aromatics. These are the building blocks of nearly every modern plastic. US and Middle East steam crackers run mostly on ethane and propane piped in from gas processing plants. Asian steam crackers run mostly on naphtha shipped in by tanker, because NGLs are not readily available by pipeline. A steam cracker inside a refinery is the defining feature of a full-conversion refinery.
Combining: Alkylation and Polymerization
The cracking units produce a lot of light olefin gases, especially propylene and butylene. These are too volatile and too reactive to go straight into the gasoline pool, but they can be combined into larger, more stable molecules. The alkylation unit, or alky plant, uses concentrated sulfuric acid or hydrofluoric acid as a catalyst to combine isobutane with propylene or butylene, producing alkylate. Alkylate is a near-ideal gasoline blendstock: it has a high octane rating, a low vapor pressure, and almost no sulfur, olefins, or benzene. The acids are highly toxic and corrosive, and safety controls around alkylation units are among the most strict in any refinery. A related unit, the C4 isomerization plant, converts normal butane into isobutane to feed the alky plant.
Polymerization, an older technology largely replaced by alkylation, links olefin gases into polymerate. A modern variant called dimerization combines two isobutylene molecules into isooctane, an octane booster that replaced MTBE in US gasoline after MTBE was phased out in the early 2000s.
Modifying: Catalytic Reforming, Isomerization, Ethers
Modifying rearranges atoms in hydrocarbon molecules without breaking them apart or combining them. The three main modifying units are catalytic reforming, isomerization, and ethers manufacture.
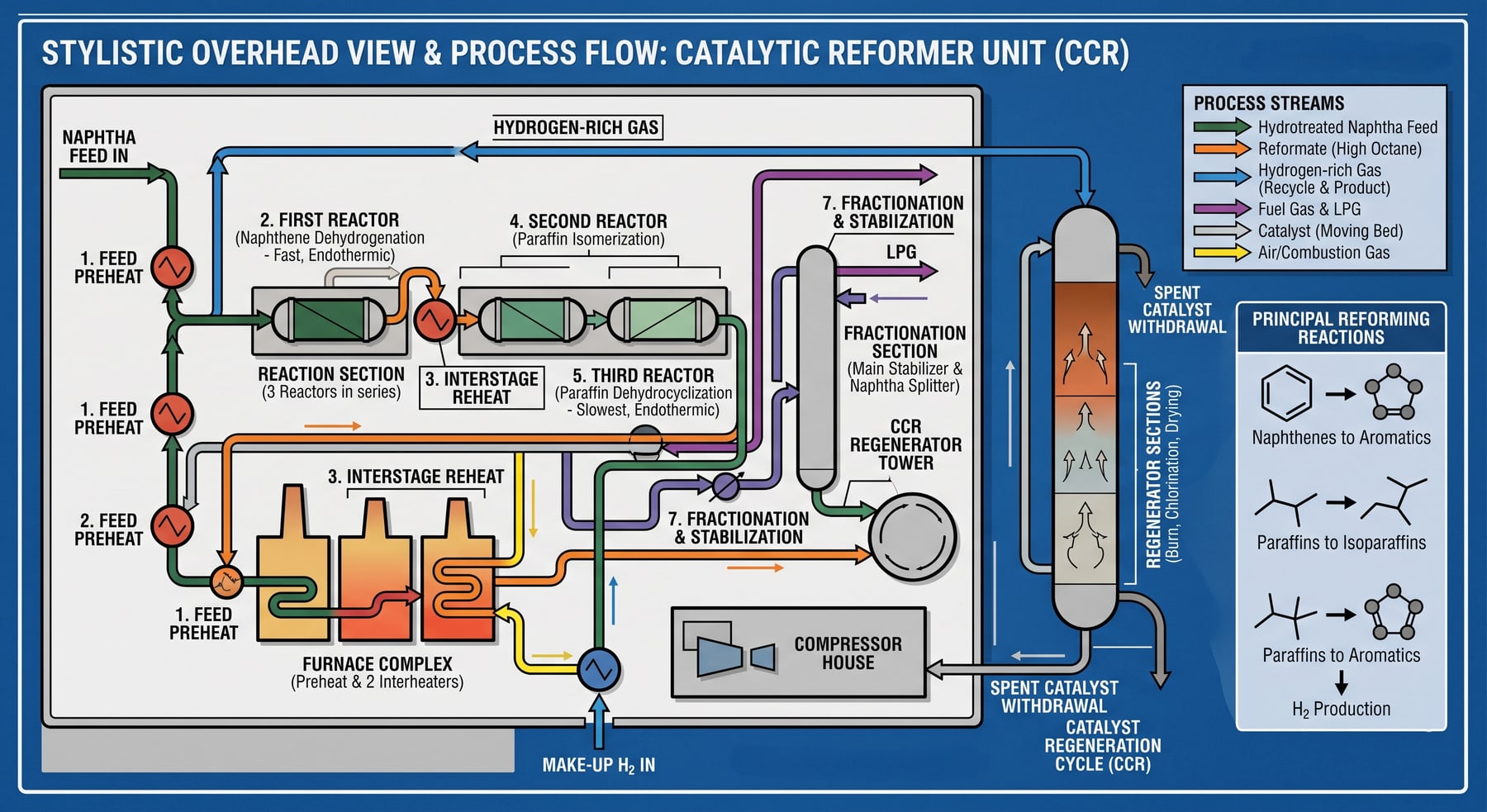
Catalytic reforming takes heavy straight-run naphtha and rearranges it into high-octane reformate using a platinum or platinum-rhenium catalyst. Reformate is the single most important gasoline blendstock in most refineries. Reformate is also the primary source of the aromatics benzene, toluene, and xylenes (together BTX), which are either blended into gasoline or sent to a petrochemical plant. Hydrogen is a valuable byproduct. In a typical refinery, the naphtha cat reformer is the primary source of the hydrogen that feeds every hydrotreater and hydrodesulfurizer in the plant. Reformer feed must be almost entirely sulfur-free (below one part per million) because sulfur poisons the platinum catalyst.
Isomerization takes normal paraffins (n-butane, n-pentane, n-hexane), which have very low octane ratings, and rearranges their atoms into branched isoparaffins (isobutane, isopentane, isohexane), which have much higher octane. The product is called isomerate. It is a moderate but important contributor to the gasoline pool, typically five to seven percent. Normal butane converted to isobutane also feeds the alkylation unit.
Ethers manufacture is a small but historically important category. In the 1980s and 1990s, methyl tertiary butyl ether (MTBE) was the primary oxygenate in US gasoline, required to raise octane and meet air-quality regulations after lead was phased out. MTBE was later banned in most US states over groundwater contamination concerns and replaced by ethanol (blended at the terminal rather than the refinery). Other ethers, TAME and ETBE, persist in a few regional markets.
Treatment: Hydroprocessing, Amine, Merox, Claus
Finished fuels have to meet strict specifications on sulfur, nitrogen, and metals, both because these elements damage engines and catalytic converters and because regulators require it. Hydroprocessing is the primary treating technology. It reacts sulfur and nitrogen compounds in oil with hydrogen over a catalyst at high pressure and temperature, converting them to hydrogen sulfide and ammonia, which can then be stripped out of the product stream. A hydrotreater (HDT) is usually used on lighter streams like kerosene; a hydrodesulfurizer (HDS) handles heavier middle distillates. When the goal is specifically to remove sulfur from jet and diesel to meet ultra-low-sulfur specifications, the unit is a sulfur recovery unit (SRU).
Amine treating uses amine solvents (monoethanolamine, diethanolamine) to strip hydrogen sulfide out of process gas streams. Merox sweetening oxidizes mercaptans, a class of foul smelling sulfur compounds, into relatively odorless disulfides. The rotten-egg smell everyone associates with natural gas is added artificially in trace amounts precisely because mercaptans are easy for humans to detect; untreated gasoline and jet would smell the same way. The hydrogen sulfide collected from hydroprocessing and amine treating feeds a Claus sulfur plant, which converts it into elemental sulfur for sale to chemical and fertilizer customers. Large refineries are among the biggest elemental sulfur producers in the world.
Bitumen, Lubricants, Waxes, and Grease
Not every refinery product goes into an engine. Bitumen, the heavy tar-like residue that cannot be cracked economically, is sold as asphalt for roads and roofing. There are three bitumen production routes: straight-run (from the bottom of the VDU), solvent deasphalting (using propane or butane as a solvent to pull asphaltenes out of residuals), and bitumen blowing (blowing hot air through residuals to harden them). Solvent de-waxing removes waxes from vacuum distillates; the de-waxed oil becomes base stock for motor oils and industrial lubricants, and the waxes become paraffin wax for candles, packaging, and food contact. Lubricant manufacturing blends base stocks with additive packages to hit specific viscosity grades. Grease compounding blends lubricating oils with metallic soaps. All of these non-fuel product lines are a small share of a refinery's volume but a meaningful share of its margin.

Blending: Where Finished Product Is Born
Finished products are blended from many different streams. Gasoline is the hardest blend because octane rating and vapor pressure are not simple linear averages of the component values, and individual blendstocks can interact. Refiners use online blending computers to adjust recipes in real time and stay within specification. Ethanol, required in most US gasoline, is typically not blended at the refinery but at the distribution terminal (the truck rack) because ethanol pulls water into gasoline during pipeline transport. Additive packages (oxidation inhibitors, detergents, deposit reducers, corrosion inhibitors, dyes for marked off-road diesel) are injected during blending. Several oil companies maintain proprietary additive formulas that are marketed as performance enhancers.
Refinery Types and the Nelson Complexity Index
Refineries are classified by what process units they contain. A basic topping refinery has only distillation and produces straight-run products that usually need further treatment somewhere else. A hydroskimming refinery adds a reformer (and therefore hydrogen for desulfurization) so it can raise octane and produce low-sulfur distillate. A cracking refinery adds an FCC or hydrocracker and an alkylation unit, which together lift gasoline and distillate yield sharply. A coking refinery adds a coker, letting it run heavy crudes economically. A full-conversion or complex refinery adds a steam cracker and effectively couples a petrochemical plant to the fuel refinery.
Table 7-2: Approximate product yield by refinery type (% by volume)
| Product | Hydroskimming | Cracking | Coking |
|---|---|---|---|
| Gasoline | 25 | 45 | 50 |
| Kerosene / jet fuel | 10 | 10 | 10 |
| Diesel / heating oil | 20 | 25 | 30 |
| Residual fuel oil | 35 | 10 | - |
| Propane | - | 3 | 4 |
| Coke | - | - | 3 |
| Other products | 5 | 5 | 5 |
| Refinery fuel | 8 | 12 | 13 |
| Processing gain | (3) | (10) | (15) |
The Nelson Complexity Index, devised by Wilbur Nelson in the 1960s, collapses all of these distinctions into a single number. A basic topping refinery scores 1.0. A hydroskimmer scores around 2. A cracking refinery scores around 9. A full-conversion complex with a coker scores around 15. Each piece of added kit earns complexity points based on its capital cost relative to simple distillation.
Nelson Complexity by Region (Illustrative Average)
US Refining Geography and the PADDs
US refineries are concentrated in five Petroleum Administration for Defense Districts (PADDs), a wartime classification from 1942 that has become the backbone of EIA reporting. The Gulf Coast (PADD 3) dominates, both in capacity and in complexity: it holds more than half the national total and runs many of the highest-complexity refineries in the world.
Table 7-3: US PADD refining districts
| PADD | Region | Share of US capacity | Character |
|---|---|---|---|
| PADD 1 | East Coast | 5% | Shrunk heavily post-2010. Dominated by a handful of surviving refineries. |
| PADD 2 | Midwest | 23% | Heavy Canadian crude diet. Cracking and coking refineries. |
| PADD 3 | Gulf Coast | 54% | Largest, most complex refining region; heavy sour specialists plus petchem integration |
| PADD 4 | Rocky Mountains | 4% | Small, regionally focused cracking refineries. |
| PADD 5 | West Coast + Alaska + Hawaii | 14% | Isolated by geography. Runs California-specific fuel specs (CARB). |
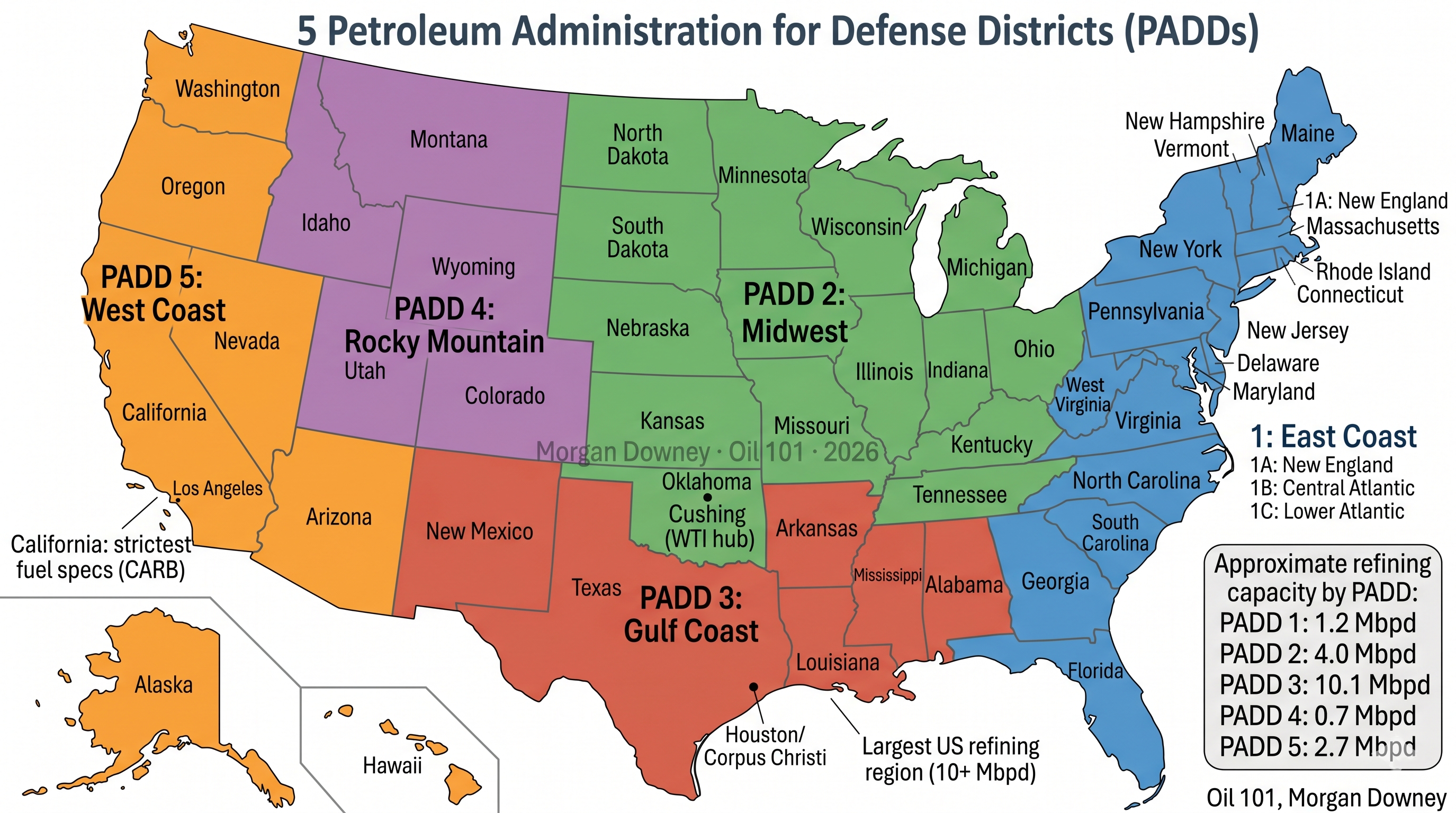

Figure 7-12: US Gulf Coast 3:2:1 Crack Spread (US$/bbl), 2015 to 2025
Sources: EIA, Bloomberg, Refinitiv
Turnaround Season
Refineries have very high fixed costs and owners would rather run them flat out forever, but mechanical equipment wears out, catalysts lose activity, and new units have to be installed. Maintenance is scheduled into windows called turnarounds, which are timed for the shoulder months between winter heating and summer driving demand. The main US spring turnaround peaks in February; a smaller fall turnaround peaks in October. European turnarounds lag the US by about two months, and Asian turnarounds lag Europe by another month, because the same specialist contractor crews travel from region to region in rotation.

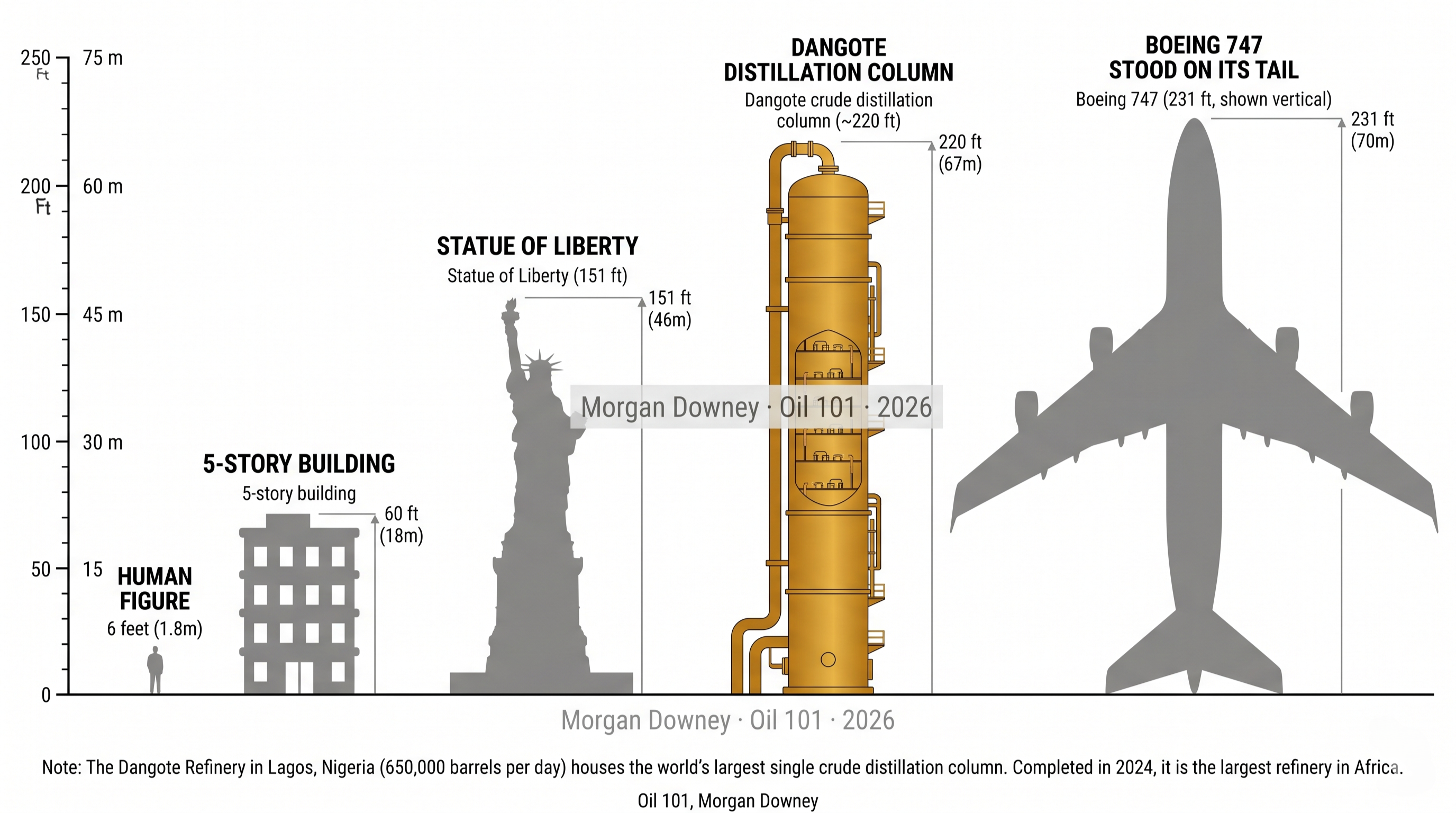

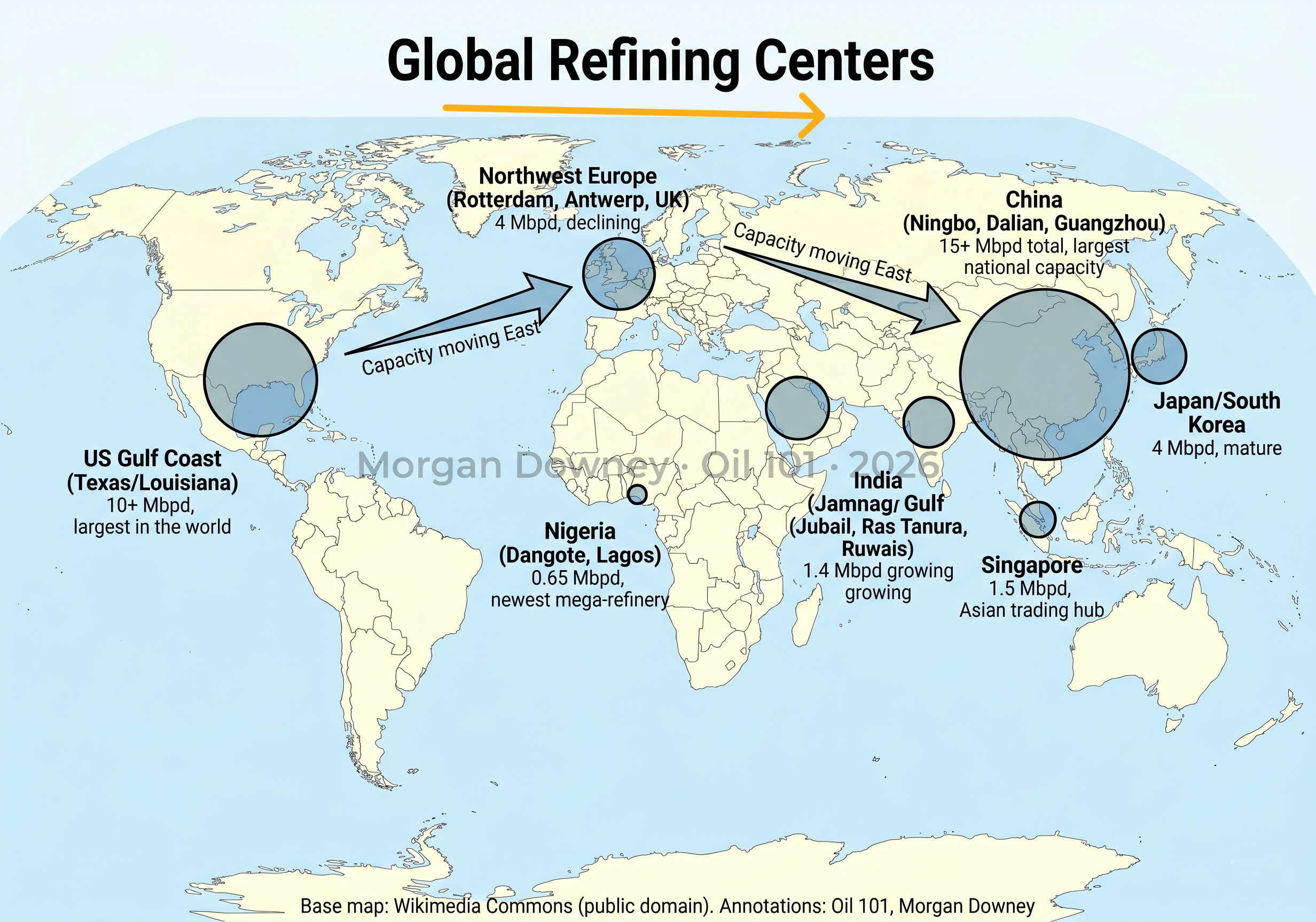
As of 2026, the global refining landscape keeps shifting. New mega-refineries in the Middle East, India, and Nigeria are coming online while older, less complex facilities in Europe and the US face closure pressure from tighter margins and decarbonization mandates. The crack spread mechanics that govern refinery profitability are covered in Chapter 18 (Futures and Swaps).
The above was updated in 2026. For the full original 2009 chapter, download the 1st edition 2009 PDF.